Фасонные резцы применяют для обработки деталей с различной формой образующей. По сравнению с обычными резцами они обеспечивают идентичность формы, точность размеров детали, которая зависит в основном от точности изготовления резца, высокую производительность благодаря одновременной обработке всех участков фасонного профиля детали и большую экономию машинного времени. Резцы удобны в эксплуатации благодаря простоте переточки по передней поверхности.
Фасонные резцы используют на токарных револьверных станках, автоматах и полуавтоматах. Резцы проектируют для обработки конкретной детали, и их применение экономически оправдано при крупносерийном и массовом производстве.
Круглые фасонные резцы применяют для обработки как наружных, так и внутренних поверхностей. Они более технологичны, чем призматические, так как представляют собой тела вращения, и допускают большее число переточек и стачиваются до остаточной по условию прочности величины.
Задние углы у круглых резцов получают установкой их оси выше осевой плоскости заготовки в специальных резцедержателях.
В архиве представлен чертеж резца фасонного круглого выполненного в компасе.
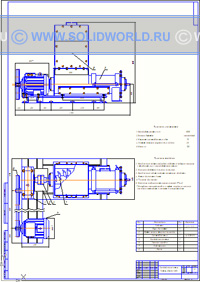
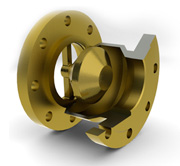
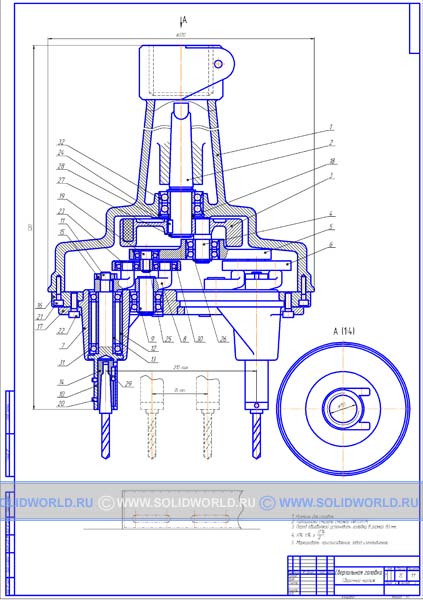
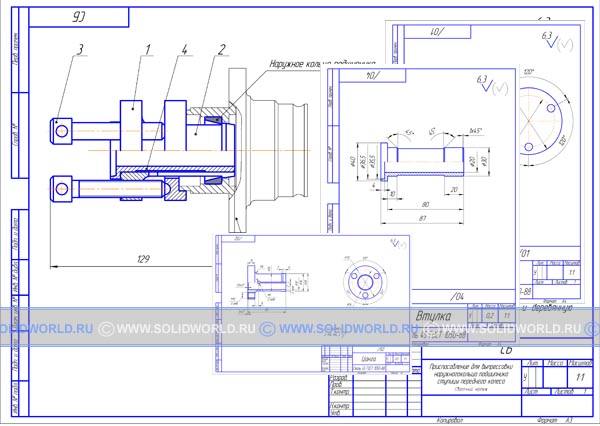
Представлен сборочный чертеж сверлильной головки + спецификация.
Универсальная двухшпиндельная головка с шатунно-кривошипным приводом, предназначена для сверления вертикальных отверстий в деталях различных типов и допускает перестановку рабочих шпинделей в пределах от 75 до 210 мм. Головка устанавливается на гильзе шпинделя станка. Описание: Приспособление состоит из общего корпуса 1 в котором смонтированы все узлы станочного приспособления и в котором установлены корпусы рабочих шпинделей 7. На ведущем валике 2 насажен маховик 3 с кривошипным пальцем 4, который сообщает движение водилу 5. Пальцы 19 водила 5 скреплены с дисками 6, которые, в свою очередь, связаны с кривошипами 8 рабочих шпинделей .
Установка желаемого расстояния между шпинделями 10 производится путем поворота корпусов 7 вокруг осей расточенных для них отверстий. После поворота корпусы закрепляются винтами 22.
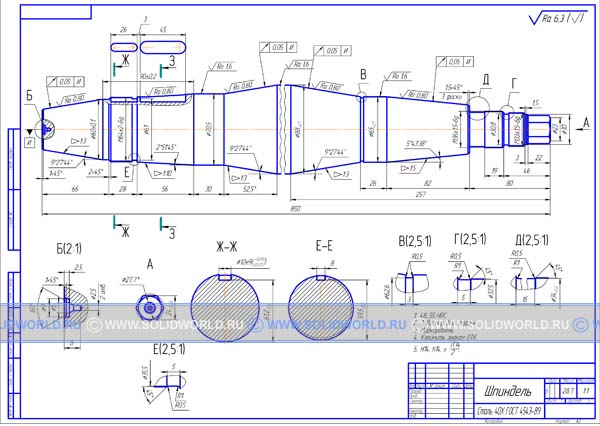
Шпиндель служит для базирования и закрепления режущего инструмента, обрабатываемой детали или приспособления. Он предназначен для передачи крутящего момента, и поэтому должен отвечать всем техническим показателям (прочность, твёрдость, жесткость, износостойкость и т. д.). Также необходима термическая обработка – закалка ТВЧ.
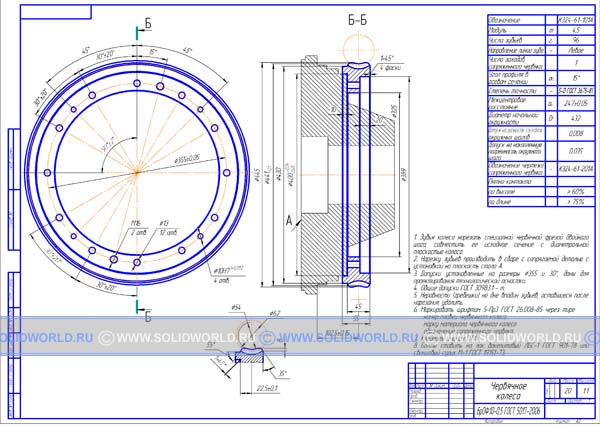
Червяное колесо применяется в приводе стола зубофрезерного станка. Данная деталь предназначена для передачи вращения от червяка к столу станка, на котором установлена обрабатываемая заготовка. Червячное колесо принимает участие в построении кинематической цепи деления станка (т.е. связывает вращение фрезы с вращением заготовки, за один оборот червячной фрезы стол с заготовкой поворачивается на угол, соответствующий одному зубу нарезаемого колеса 1/z). Данная деталь изображена на рисунке 1 (изометрический вид).
Данное зубчатое колесо входит в состав шевронного и применяется в приводе автомата для холодного выдавливания стаканов аэрозольных баллонов. 3D-модель зубчатого колеса выполненную в SolidWorks можете скачать по ссылке .
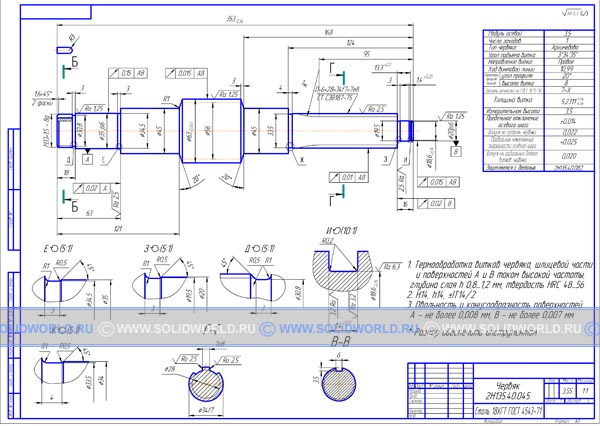
Деталь червяк предназначена для работы в составе цепи деления зубофрезерного станка 5К324.
Червячную передачу применяют для передачи движения столу станка между перекрещивающимися валами. Червяк сопрягается с червячным колесом.
Архимедов червяк подобен ходовому винту с трапецеидальной резьбой. Степень точности 7 говорит о том, что передача с повышенными скоростями и малым шумом, с повышенными требованиями к габаритам.
Техническая характеристика.
1. Аппарат предназначен для очистки воздуха .
2. Диаметр циклона 1400 мм.
3. Производительность аппарата 2.5 м /с
4.Общая высота циклона 4396 мм.
Технические требования.
1. При изготовлении, испытании и поставке аппарата должны
выполняться требования:
а) ГОСТ 12.2003-74 "Оборудование производвенное. Общие
требования безопасности."
б) ОСТ 25-291-79 "Сосуды и аппараты стальные сварные. Технические
требования."
2. Материал деталей корпуса циклона Ст 3 сп 4 ГОСТ 380-71, материал прокладок - паронит ПОН-1 ГОСТ 481-80.
3. Сварные швы в объёме 10% контролировать рентгенопроссвечи-
ванием.
Техническая характеристика:
1. Аппарат предназначен для кристаллизации -изомеразы лактозы
в потоке
2. Производительность аппарата по продукту 115 кг/ч.
3. Полезный объем кристаллизатора 1.5 м .
4. Температура продукта поступающего на кристаллизацию 40 С.
5. Температура продукта на выходе из кристаллизатора 10 С.
6. Температура охлаждающей воды 8 С.
Время пребывания продукта в кристаллизаторе 12 часов.
Технические требования.
1. При изготовлении, поставке , испытании должны выполняться
следующие требования:
А.) ГОСТ 122002-74 Оборудование производственное. Общие
требования безопасности.
Б) ОСТ 25-291-79 Сосуды и аппараты стальные. Технические
требования.
2 Корпус аппарата и детали изготовить из стали 1Х18Н10Т
ГОСТ 5832-72.
Техническая характеристика.
1.Аппарат предназначен для сушки мясокостной муки от начальной концентрации 55% СВ.
2.Производительность по испарённой влаге 64.8 кг/ч.
3.Температура греющего агента 130 С.
4.Диаметр сушильного барабана 0.8 м.
5.Длина сушильного барабана 3.2 м.
Технические требования.
1. При изготовлении, испытании и поставке аппарата должны выполняться требования:
а) ГОСТ 12.2003-74 "Оборудование производвенное. Общие требования безопас-ности."
б) ОСТ 25-291-79 "Сосуды и аппараты стальные сварные. Технические требования."
2. Материал деталей корпуса барабанной сушилки В Ст 3 сп 4 ГОСТ 380-71, материал прокладок - паронит ПОН-1 ГОСТ 481-80.
3. Сварные швы в объёме 10% контролировать рентгенопроссвечиванием.
4. * Размеры для справок.
Технические требования
1. Перед началом работы необходимо убедится в надёжном креплении к фундаменту или к производственным столам.
2. Визуально убедиться в наличии заземления.
3. Сборка режущего механизма производится в следующей последовательности: шнек, приёмная ножевая решётка, нож, подрезная ножевая решётка, нож, выходная ножевая решётка, шайба прижимная, зажимная гайка
4. Машина включается в сеть.
5. Регулирование стяжки с элемонтом режущего механизма осуществляется либо специальным устройством с динамометрическим ключом, либо вручную до появления характерного скрежета. После этого гайку отворачивают в обратную сторону на 1/4 оборота.
6. При затуплении режущих инструментов, их затачивают в паре на плоско-шлифовальных станках. После шлифовки производится ручная притирка на специальных плитах.
7. По окончании работы производится розборка, санитарная обработка, просушка режущего инструмента, смазка несолёным пищевым жиром.
8. Хранение режущего инструмента в разобранном состоянии.
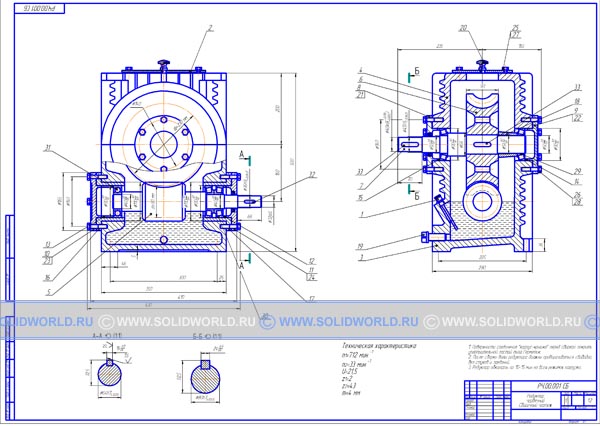
Техническая характеристика
1.Редуктор Ч-125 ГОСТ 13563-68
2.Электродвигатель 4А132S6У3 ГОСТ 28330-89
асинхронная частота вращения, об/мин n =950 об/мин
мощность, кВт N =5,5 кВт
3.Цепь ПР - 31,8-12700 ГОСТ 13568-75
передаточное отношение U=2
4. Муфта 2000-70-1 ГОСТ 21424-93
5. Общее передаточное число 98,96
Технические требования.
1.После обкатки масло из редуктора слить и залить масло индустриальное (ГОСТ 20799-75) И-40А
2.Привод обкатать без нагрузки в течении 1ч Стук и резкий шум не допускается.
3.Ограждение цепной передачи и муфты условно не показано.
4.Ограждение цепной передачи и муфты установить и окрасить в оранжевый.
Включает в себя сборочный чертеж привода творогоохладителя, чертеж звездочки, рамы, муфты и спецификацию.
Чертеж штампа последовательного действия, выполнен в системе Компас-График. Данный штамп применяется для вырубки детали из металлической полосы. Последовательность вырубки такова: сначала вырубается четыре отверстия диаметром 3,4 мм, далее одно профильное отверстие, а затем второе. Штамп устанавливается на кривошипный пресс КД2330 с номинальным усилием Р=100 тс. В архиве содержится вся деталировка штампа выполненная в Компас-График + спецификация.
Вы можете скачать 3d модель данного штампа, выполненную в программе solidworks, в разделе 3d-модели solidworks.
Техническая характеристика
1. Производительность, кг/ч 1500
2. Принцип действия непрерывный
3. Мощность электродвигателя, кВт 7,5
4. Частота вращения ножевого вала, об/мин 36
5. Масса, кг 720
Технические требования
1. Перед началом работы необходимо убедится в надёжном креплении к фундаменту или к производственным столам.
2. Визуально убедиться в наличии заземления.
3. Перед началом работы провести санитарную обработку.
4. Ограждение ременной передачи и муфты условно не показаны, при сборке установить и окрасить в оранжевый цвет.






 ...
...