|

|
|
|
Контакты:
Skype: solidworld3
Email: admin@solidworld.ru
Vkontakte:
|
|
|
Контакты: Skype: solidworld3 Email: admin@solidworld.ru Vkontakte: |
||||
|
Навигация
• Металлическая сварная емкость объемом 1 м3
• Разработка 3D моделей • Разработка 3d презентаций и фото-реалистичной графики • Краткий обзор нововведений в Solidworks 2020 • Понятие КМД • Понятие КМ • Векторизация чертежей • Приставка индикаторная к прессу Бринелля • Приспособление для обработки вогнутых поверхностей тора • Затяжная машинка
|
|
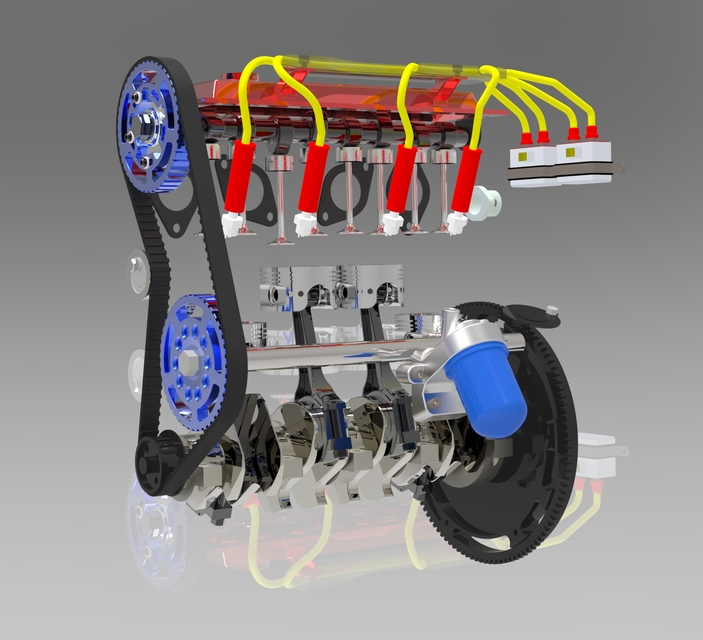
• 3d модель двигателя внутреннего сгорания в solidworks [16038]
• 3d модель танка, скачать >>> [13640] • 3d модель автомобиля (Audi R8), выполненная в solidworks [10780] • 3d модель болта с наружной метрической резьбой. [9514] • Набор шестерней, скачать>>> [9177] • 3d модель цилиндрического редуктора (solidworks). [8813] • 3d модель редуктора, выполненная в solidworks, скачать>>> [8259] • 3d-модель вентиля, скачать>>> [8178] • 3d модель кулера, выполненная в solidworks, скачать >>> [7927] • Гидравлический домкрат, скачать>>> [7673] |
|||||||||||||||||